

INTRODUCCION
Para conocer en todo momento donde se encuentra nuestro material por la fabrica, gesmar pone su disposición un conjunto de herramientas que posibilita tal fin. Para el control de nuestros pedidos, esta información es importante.
Para ilustrar estos flujos de movimiento, gesmar utiliza dos conceptos importantes, Almacén y Ubicación. Nuestra empresa estará dividida en almacenes donde encontraremos los Bloques, las Tablas, las solerias, los trabajos terminados,…… y dentro de cada almacen diferentes zonas donde estará nuestro material, las ubicaciones. Si nuestra empresa posee varias localizaciones, evidentemente tendremos para cada localizacion un almacen.




EJEMPLO PRACTICO
Para explicar el funcionamiento vamos a poner un ejemplo de una empresa como la del dibujo:
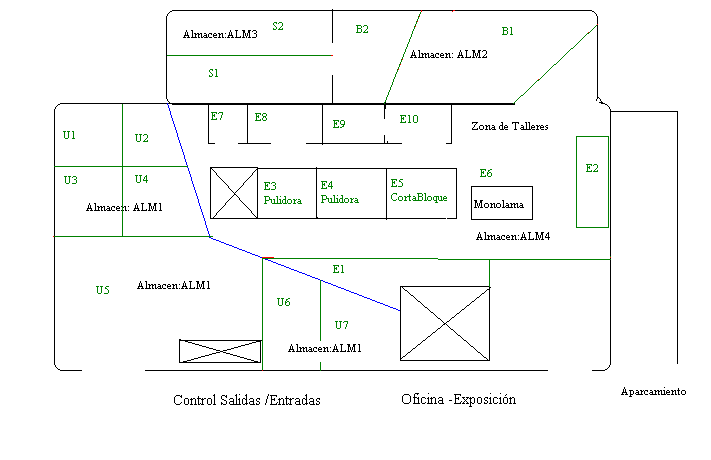
(En Verde aparrecen las Ubicaciones y en Negro los Almacenes)
En la Empresa DELTA STONE tenemos cuatro almacenes: ALM1,ALM2, ALM3 y ALM4. (Son almacenes o sub-almacenes de uno principal, el concepto es igual).
Esta empresa usa el ALM1 para almacenar las TABLAS que luego va a usar para distribución. Son tablas que usará para su consumo o para venderlas a terceros. En este almacén vemos cinco zonas o ubicaciones (U1,U2,U3,U4,U5,U6 y U7). Las ubicaciones nos dan información para saber rápidamente donde tenemos un material, pues desde gesmar es un dato importante para su pronta localización. Por ejemplo si tenemos un deposito de un proveedor que deseamos tener un poco a parte podemos usar la U6 y U7. En la U5 tendremos las tablas que más se comercialicen , pues esta cerca de la puerta para ser cargadas en los vehículos.
El ALM2 , por la zona en la que esta se usa para almacenar BLOQUES y BOLOS que extraemos de nuestra cantera o bloques que compramos en el exterior. Por ello tenemos dos zonas: B1 y B2. En B1 tendremos los que bajan de la cantera y aún no están preparados para hacerlos tablas o plaquetas, y B2 los que si están cuadrados. Claramente podríamos a ver sacado otra ubicación B3 que fueran donde están los bolos.
El ALM3 lo llamaremos SECANO es el que dedicaremos para almacenar trabajos erróneos o retales de tamaños raros y difícil de reutilizar.
El ALM4 será donde coloquemos los trabajos que elaboramos. Tendremos dos zonas: E1 y E2 donde colocaremos flejados los trabajos que hacemos, tales como encimeras, escaleras, solerías,…….. Además en E3 y E4 son dos pulidoras, E5 es un CortaBloques, E6 es una Monolama, E7,E8, E9 y E10 son los Talleres o Bancos de Trabajo. Tambien es importante saber el material que tenemos en cada máquina.
Si vemos tenemos cuatro zonas de taller, más las Pulidoras y el Cortabloques.
En esta situación, vamos a ver como se controla el flujo de material entre las distintas zonas que tenemos.
La forma de entrar material en el STOCK es:
a) Material que Extraemos de nuestra cantera. Usaremos la Opción: Extracción/Canteras. Ejemplo Bloque o Bolo que llega a nuestro almacén.
b) Material que compramos a un Distribuidor. Usaremos la Opción de Albarán de Compra. Ejemplo Compramos “x” tablas a un distribuidor.
c) Sobrante de usar un material que se considera importante y no un retal. Ejemplo cortamos una tabla y nos sobra la mitad.
Pero luego además, los materiales circulan por nuestras instalaciones, de una zona a otra. Para ello usaremos los Partes de Producción, por que lo que deseamos es saber nuestro material donde esta en todo momento, y esto ayudará al Pedido a saber en todo momento como va. Recordemos que cada Pedido se debe encontrar en un Estado y que además tenemos unas líneas de seguimiento para controlar en todo momento que ha pasado con el mismo.
Algunos Pasos:
a) Un bloque que se extrae en nuestra cantera, se puede almacenar al aire libre en la misma o bajarse a nuestras instalaciones. Si se baja se almacenaría en el almacén ALM2(BLOQUES)en la zona B1 o B2. En este momento a parte de colocarle un número generalmente sobre el mismo, entraría con un código dentro de gesmar. Ese código indicaría donde está, sus dimensiones, material,… incluso foto si se desea.
b) Cuando se escoja uno para elaborarlo pasaría del ALM2(BLOQUES)-B1 a ALM4(ELABORADOS)-E6. Entra el Bloque y se empieza a cuadrar. Cuando terminamos, puede ir a ALM2(BLOQUES)-B2 o pasar al Cortabloques: ALM4(ELABORADOS)-E5.
c) Las Tablas que salgan del Cortabloques que queremos vender como tales, irían a ALM1(TABLAS)-U1. Si por ejemplo son tablas ya vendías o apartadas a ALM1(TABLAS)-U2.
d) Cuando cogemos una tabla , para realizar una Encimera de Baño: ALM1(TABLAS)-U1 o ALM1(TABLAS)-U6 a ALM4(ELABORADOS)-E7. El resultado, pasaría a ALM4(ELABORADOS)-E1 y el sobrante a ALM3(SECANO)-S1 si es un trozo que queremos guardar o al contenedor.
Vemos que hay procesos internos que no depende de un pedido y otros que si. En el pedido controlamos el material que consumimos y el producto resultante, pero con el parte de producción, controlamos por los lugares que pasa nuestro material antes de dar el producto deseado. Asociado a un Pedido, podremos obtener si se desea, las horas empleadas, por que lugares a pasado, que trabajadores han intervenido,…………
Esto parece engorroso a primera vista, y que además tiene una carga administrativa grande, pero no es así. Veamos como trabaja gesmar .